Объективы Canon EF
Разработка оптической схемы объектива
На рис. 1 показан процесс разработки оптической схемы объектива, который используется в компании Canon. После выбора основных характеристик, таких как фокусное расстояние и максимальная диафрагма, определяется «тип объектива». На этом этапе принимается решение о так называемой «структуре объектива». Сруктура, выбранная на этом этапе, является во всех смыслах предварительной догадкой о предполагаемой структуре объектива, но, так как она существенно влияет на весь последующий процесс, то для поиска всех возможных типов объективов применяется специальное программное обеспечение, использующее оригинальный алгоритм оценки для выбора оптимального решения. Затем процесс продолжается до этапа начального проектирования, на котором оптимальное решение анализируется с использованием собственной теории компании Canon о лучах, близких к оси, и алгоритмов аберраций, и определяется исходная форма каждого элемента объектива. Так как этот этап начального проектирования является наиболее важной частью процесса проектирования, компания Canon использовала аналитические решения, основанные на теории, обширный банк накопленных данных и многолетниий опыт проектирования и создала систему, которая позволяет определить идеальную окончательную конфигурацию за короткое время.
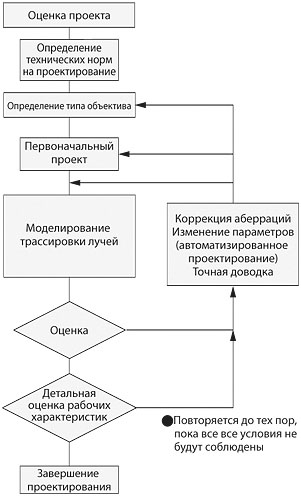
Рис. 1 — Последовательность проектирования объектива (общая процедура проектирования)
После определения исходной конфигурации объектива сверхмощная вычислительная машина многократно выполняет следующий цикл проектирования: трассировка лучей? оценка? автоматизированное проектирование? изменение типа или формы? трассировка лучей. В этом процессе, показанном на рис. 2, компьютер последовательно изменяет каждый параметр, например, кривизну поверхности каждой линзы, расстояние между поверхностями (толщину) каждой линзы, зазоры между линзами и характеристики материала каждой линзы для постепенного приближения к оптимальной конфигурации, при которой аберрации всех типов сведены к минимуму.
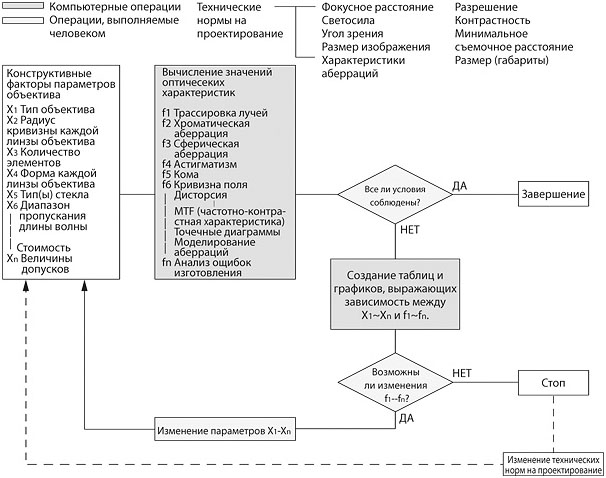
Рис. 2 — Последовательность автоматизированного проектирования объектива
Для выполнения этой части проектирования требуются самые сложные и объемные вычисления. Однако, фирменное программное обеспечение Canon для оптического проектирования предусматривает среду, в которой процедуры проектирования можно выполнять в интерактивном режиме и с высокой эффективностью.
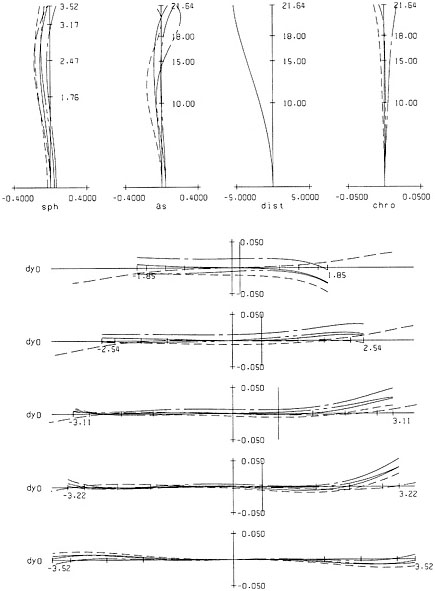
Рис. 3 — Компьютерное моделирование характеристик аберрации
Программное обеспечение для автоматизированного проектирования, которое используется в этом процессе, было разработано независимо компанией Canon на основе собственных теорий автоматизированного проектирования Canon. Достаточно ввести целевые значения, и за короткое время можно получить оптимальное решение для этих значений. Поскольку ход мыслей наших разработчиков не прерывается повседневными процедурами, они могут без помех искать оптимальные значения для окончательной конструкции: устанавливать начальные данные и целевые значения для ввода в систему автоматизированного проектирования, оценивать результаты моделирования и устанавливать оптимальные значения для минимизации аберраций. Таким образом, разработчики взаимодействуют с компьютером, многократно оценивая точность, что в конце концов приводит к почти идеальным значениям конструкции. Во время этого процесса можно также всесторонне оценить эффект использования асферических линз или специальных материалов, таких как флюорит или стекло UD, что позволяет разработчикам принять решение о необходимости их использования. На примере сверхкомпактного зум-объектива 28-105 мм ниже описан фактический процесс проектирования.
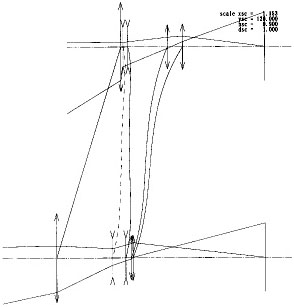
Рис. 4
На рис. 4 показана структура типа зуммирования для этого объектива. Объектив состоит из 4 групп линз — выпуклая-вогнутая-выпуклая-выпуклая, причем для зуммирования все группы взаимосвязано перемещаются, а 2-я группа используется для фокусировки. Оптимальный тип объектива и распределение оптической силы для сверхкомпактного зум-объектива определяется с помощью программного обеспечения. На этом этапе можно оценить различные характеристики, такие как форма кулачка зуммирования, степень изменения фокусного расстояния, общая длина объектива, диаметр входной линзы объектива и расстояние до заднего фокуса. На следующей диаграмме (рис. 5) показана конструкция с минимальным количеством элементов и использованием толстых линз. Форма каждой линзы была выбрана исходя из оптимального решения для указанных условий. На этом этапе выполняется моделирование прохождения света через объектив и оценивается минимальное число необходимых элементов в каждой группе, исходя из отклонения лучей света и с использованием различных алгоритмов вычисления аберраций.
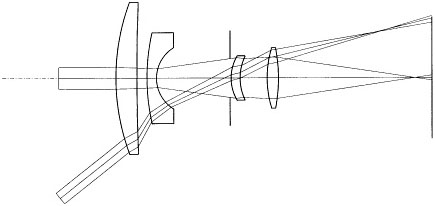
Рис. 5 — Компьютерная трассировка лучей
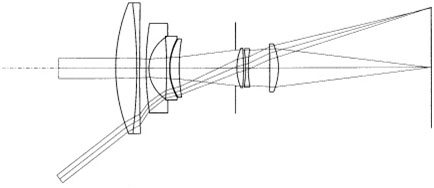
Рис. 6 — Компьютерная трассировка лучей
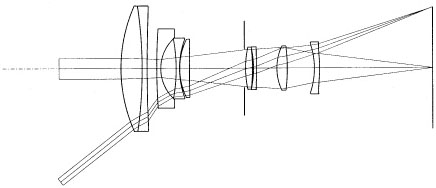
Рис. 7 — Компьютерная трассировка лучей
Затем для этого объектива необходимо устранить аберрационные отклонения, вызванные фокусирующими движениями 1-й группы. Для этого в 1-ю группу добавляется один элемент. Так как 2-я группа несет основное бремя увеличения, она должна быть мощной, а так как она является также и фокусирующей группой, аберрационные отклонения, вызванные зуммированием и фокусировкой, должны быть полностью устранены. Для превращения этой группы в группу, состоящую из трех элементов, добавляются две линзы: одна собирающая и одна рассеивающая. 3-я группа собирает свет, рассеянный 2-й группой, поэтому добавляется рассеивающая линза для корректировки осевой хроматической аберрации и сферической аберрации, превращая ее в группу, состоящую из двух элементов. Таким способом определяется минимальное число элементов объектива, и результат нескольких циклов автоматизированного проектирования можно видеть на рис. 6. На нем видно, что сходимость лучей света значительно улучшилась. Наконец, для лучшей корректировки астигматической комы при больших углах в 4-ю группу добавляется асферический элемент со стороны поверхности, формирующей изображение, где группы световых лучей находятся сравнительно далеко от оси. После определения окончательной конструкции объектива в уравнение добавляются все необходимые характеристики, такие как съемочное расстояние, апертура и фокусное расстояние; затем многократно повторяется цикл автоматизированного проектирования с небольшими изменениями факторов проектирования, таких как материал стекла и распределение оптической силы. Глядя на окончательный результат (рис. 7 и рис.10), можно видеть, что группы световых лучей сходятся чрезвычайно хорошо.
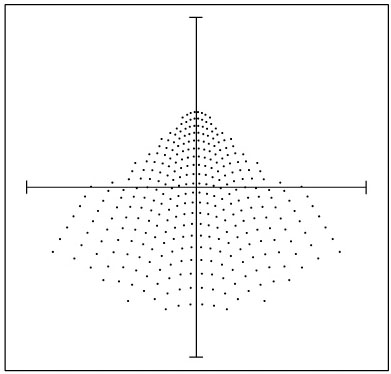
Рис. 8 — Точечная диаграмма
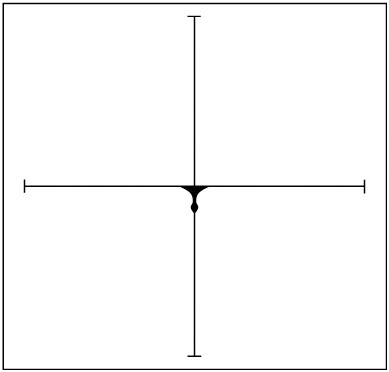
Рис. 9 — Точечная диаграмма
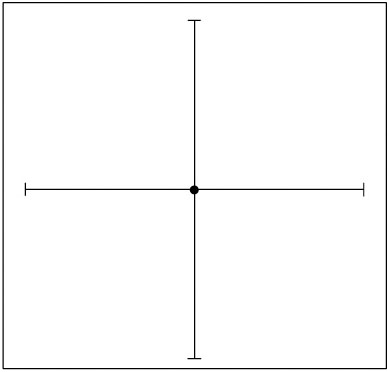
Рис. 10 — Точечная диаграмма

Фото 1 — Примеры проектирования тубуса (слева) и оптической схемы объектива (справа)
Разработка тубуса объектива
Теперь, когда проектирование оптической системы завершено, процесс переходит к проектированию тубуса объектива, который должен удерживать элементы объектива в точных положениях в соответствии со значениями оптической схемы и обеспечивать перемещение различных групп линз с высокой точностью при зуммировании и фокусировке.

Фото 2 — Тубус точного кулачкового механизма зум-объектива
Тубус должен соответствовать нескольким основным условиям, а именно:
-
Тубус объектива при любых обстоятельствах должен удерживать элементы объектива в точном соответствии со значениями оптической схемы для постоянного сохранения оптимальных оптических характеристик.
-
Механизмы должны быть расположены так, чтобы обеспечить максимальное удобство в работе.
-
Размер и вес должны соответствовать максимальной портативности.
-
Конструкция должна обеспечивать максимальную стабильность при серийном производстве.
-
Внутренние стенки тубуса объектива должны предотвращать нежелательные отражения.
-
Тубус должен обладать достаточной механической прочностью, долговечностью и устойчивостью к погодным условиям.
Перечисленные выше факторы следует принимать во внимание при разработке тубусов для полностью электронных объективов EF.
-
Электронное крепление и различные электрические схемы необходимо встроить внутрь объектива.
-
Конструкция должна обеспечивать быструю автофокусировку и выдающееся удобство работы при фокусировке вручную.
-
Внедрение новых приводов, таких как USM, EMD и IS.
-
Зуммирование с участием нескольких групп, а также схемы объективов с задней и внутренней фокусировкой.
-
Небольшой вес, компактность и низкая стоимость.
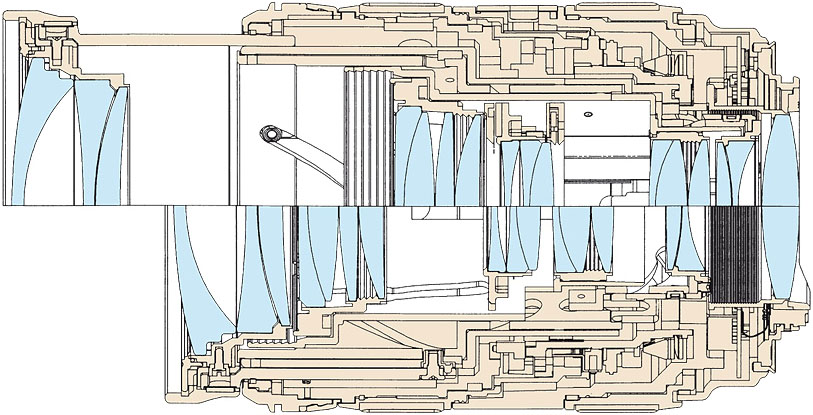
Рис. 11 — Сечение объектива EF 24-70mm f/2.8L USM
С каждым годом разработка тубусов объективов, объединяющая все эти факторы, усложняется и требует все более высокой точности, но даже при возрастающей сложности можно достичь оптимальной конструкции за счет использования систем CAD (автоматизированного проектирования), которые позволяют выполнять проектирование с использованием трехмерного представления конструкции объектива, а также с помощью различных методов компьютерного моделирования для анализиа и оптимизации конструкции. Для уменьшения размера и веса объективов активно применяются конструкционные пластмассы. Такое использование конструкционных пластмасс стало возможным только после многих лет анализа характеристик материалов, создания сверхточных технологий литья и бесчисленных суровых испытаний, разработанных для обеспечения достаточной долговечности и надежности изделий.
Всесторонняя проверка характеристик прототипа и оценка надежности
После создания прототипа на основе эскизных чертежей объектив проходит строгую проверку соответствия его фактических характеристик целям проекта. Проводится множество различных испытаний, в том числе сравнение с существующими изделиями того же класса; выполняются точные измерения таких характеристик, как фокусное расстояние, светосила объектива, уровень исправления аберраций, коэффициент использования апертуры, разрешающая способность, MTF (частотно-контрастная характеристика) и цветовой баланс; проводятся эксплуатационные испытания при различных условиях съемки; испытания на наличие посторонних/паразитных пятен; испытания удобства и простоты использования; испытания на устойчивость к воздействию температуры и влажности, испытания на устойчивость к вибрациям, испытания на долговечность и ударные испытания. Результаты этих испытаний возвращаются в группу разработчиков для доработки объектива, если результаты некоторых из этих испытаний не соответствуют стандартам Canon. В настоящее время даже объективы, относящиеся к известной группе EF, должны проходить испытания на соответствие исходным целям в процессе разработки прототипа, прежде чем начнется серийное производство и объектив попадет на рынок под маркой Canon. Для поддержания стабильного качества изделий на этапе серийного производства важнейшими факторами являются анализ производственных погрешностей и установка соответствующих уровней допусков, полученных в результате анализа с использованием компьютерных моделей, начиная с исходной разработки. Таким способом обеспечиваются наилучшие характеристики и высокое качество объективов Canon EF за счет объединения усовершенствованных технологий, которые включают в себя алгоритмы исправления аберраций и их применение, улучшенную технологию автоматизированного проектирования с использованием высокопроизводительных компьютеров и специализированного программного обеспечения, технологии высокоточных измерений и оценки характеристик, технологии анализа производственных погрешностей и установки допусков и технологии точного литья. Только после этого объективы выходят в мир, с гордостью нося имя Canon.
Оставить комментарий
Let’s havea momentof Slience.
Mauris non turpis eu metus congue sagittis. Phasellus mollis consectetur urna sit amet ullamcorper. Vestibulum Nulla consequat massa quis enim hendrerit dui vitae ultrices semper.
Новое в блогах








